 info@prspk.ru
info@prspk.ru

Машинные и ручные развертки
Развертка – это режущий точный инструмент, используемый для чистовой обработки различных форм отверстий, придания им требуемой точности и шероховатости. Основное назначение развертки – это доводка отверстий после сверления, растачивания или зенкерования, позволяет достичь 6-9 квалитета точности и шероховатости до показателя Ra = 0,32…1,25 мкм.
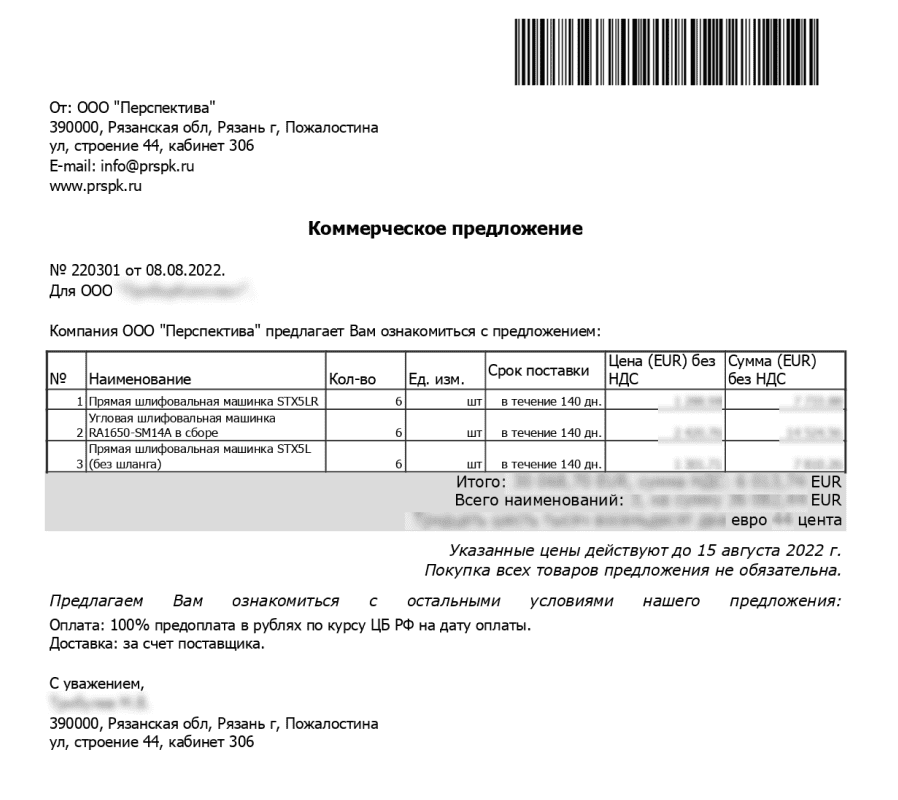
Получите коммерческое предложение за 1 день:
отправьте заявку, напишите на e-mail или позвоните.


























 44-ФЗ
44-ФЗ